







 通过认证
通过认证 


随着卫生纸机车速的增加和纸页水分含量的减少,粉尘将是今后几年主要的关注点。当新产品进入市场的时候,纸页质量成为卫生纸行业内的重要问题。新的行话叫作“纸页卫生”,它直接关系到销售给消费者的最终产品的粉尘污染情况。
要达到良好的纸页卫生,而要注意纸页在从起皱刮刀到复卷加工机的长纸卷分切锯之间生产加工过程中的粉尘污染。已经开发出新的设计工艺,以提高粉尘系统的可靠性和减少成品在最后包装前从卷纸机到长纸卷分切锯之间的粉尘污染。
在恰当的划定粉尘污染控制区域和控制卫生纸生产及加工过程中产生的粉尘方面,大量的研发工作已经改善了操作人员的工作条件。对在卫生纸机和加工设备的纸页通路范围内去除粉尘污染方面的研究已经达到很高的水平。由于避免了在纸页运行通路上的粉尘污染,“纸页卫生”更加良好,从而达到了改进最终产品质量的目标。
卫生纸机的粉尘控制
●扬克气缸和气罩的散热
◇产生强大的热气流
◇卷纸部周围的抽吸作用
◇起皱产生的粉尘随气流浮起
◇粉尘分散到整个纸机车间
纸页卫生
●更良好的纸页卫生需要做到
◇恰当的划定粉尘控制区域
◇控制从起皱刮刀到长纸卷分切锯区域内的粉尘
◇较低的粉尘含量
◇大卷筒原纸中外来杂质少
●卫生纸行业发展给粉尘控制带来更高的要求
◇卫生纸产品更柔软、水分含量更低
◇纸机车速更快
粉尘控制原理
●粉尘控制最有效的方案
◇在粉尘源点附近俘获粉尘
◇正确的排尘罩设计和安装位置
——靠近纸页,但不接触纸页
——了解粉尘的分布形式
——折流板常常形成关键的控制区域
——利用空气自然气流
——有效的设计减少能源需要量
成品的污染
●纸页质量问题
◇送去加工的大卷筒原纸
——运送途中附着了外界的粉尘和纸毛
◇加工生产最终产品
——由于粉尘污染造成的断纸
——造成客户投诉
——影响操作人员的安全
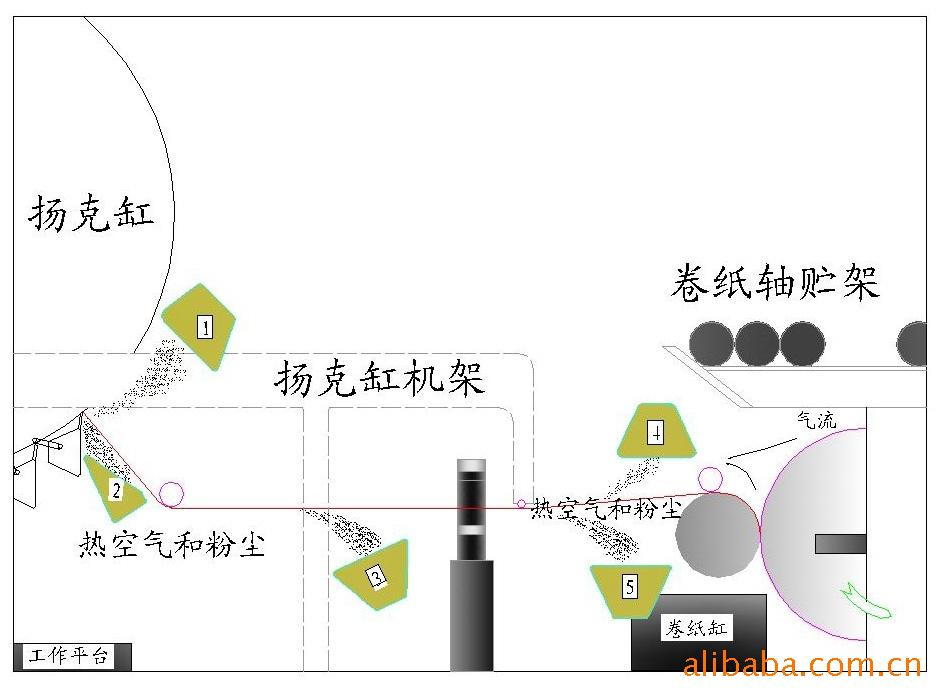
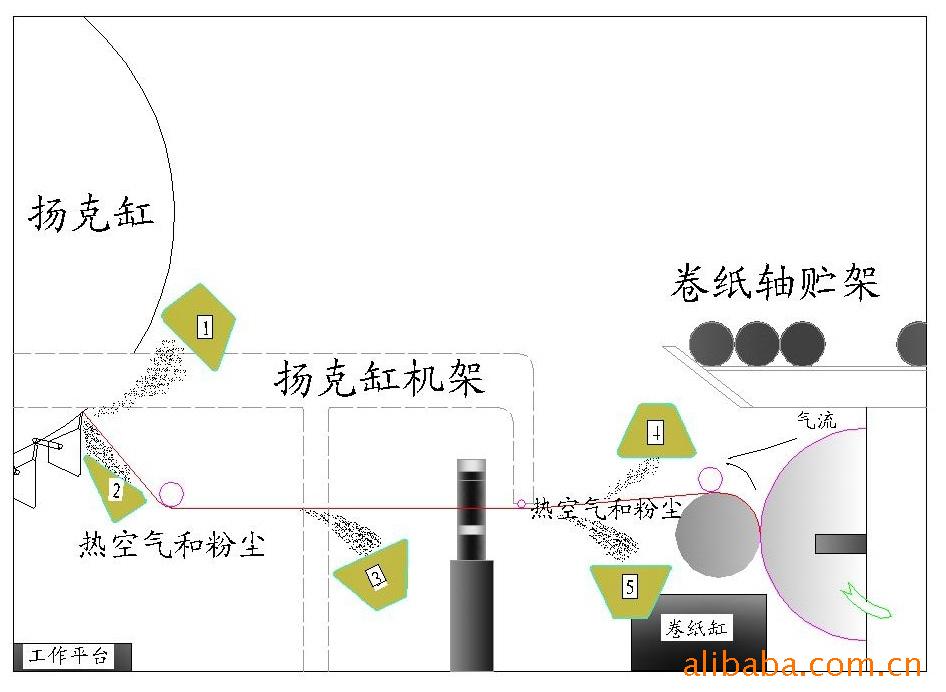
卫生纸机防尘罩的位置
●①横向扬克缸排尘罩
●②起皱刮刀排尘罩
●③低位扫描器排尘罩
●④高位卷纸排尘罩
◇2道缝隙
●⑤低位卷纸排尘罩
粉尘控制结果
|
客户的1号位置的检测结果 |
粉尘总量/(mg/m3) |
|||||||
|
检测点 |
位置 |
地点 |
空气总量/L |
安装排尘罩前 |
安装排尘罩后 |
|||
|
检测点1 |
检测点2 |
检测点3 |
检测点4 |
检测点5 |
||||
|
1 |
起皱刮刀 |
操作侧 |
240 |
0.083 |
0.083 |
0.042 |
1.300 |
0.042 |
|
2 |
卷纸平台 |
操作侧 |
240 |
0.042 |
0.083 |
0.120 |
1.200 |
0.670 |
|
3 |
起皱刮刀 |
传动侧 |
240 |
0.042 |
0.180 |
0.042 |
0.830 |
0.380 |
|
4 |
卷纸完成轨道 |
传动侧 |
240 |
0.042 |
0.120 |
12.000 |
0.920 |
0.500 |
|
5 |
卷纸走台 |
传动侧 |
240 |
24.000 |
0.083 |
0.830 |
1.800 |
/ |
|
6 |
卷纸走台 |
操作侧 |
240 |
47.000 |
41.000 |
33.000 |
0.042 |
2.200 |
|
7 |
上部走台 |
中心点 |
240 |
17.000 |
0.420 |
22.000 |
0.042 |
0.420 |
|
单次检测平均值 |
240 |
12.601 |
5.996 |
9.719 |
0.876 |
0.702 |
||
|
总体检测平均值 |
240 |
9.439 |
0.789 |
|||||
|
粉尘减少率/% |
|
92 |
||||||
粉尘控制系统总结
◇能够获得有保证的粉尘控制水平
◇能够显著改善大卷筒原纸的纸页卫生
◇在卫生纸机上,粉尘系统不再是次要的系统
◇需要排尘罩定位、折流板的作用、风道合适的风速、排风机正确的设计以及固体物高效处理洗涤器
◇纸厂的消防安全和操作人员的安全都有所改善
◇纸厂的外貌显著改善
◇减少了加工时的断纸现象
◇减少了清理粉尘的时间和费用,提高了产量







